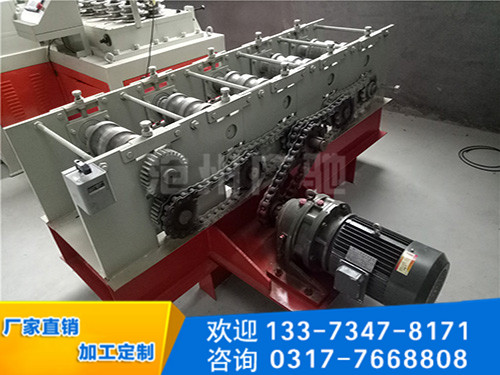
大棚弯管机制作弯管的缺点和控制方法
 发布时间:2022-06-15
发布时间:2022-06-15大棚弯管机弯管缺点的存在对弯制管件的质量会发作很大的影响。管壁厚度变薄,下降管件接受内压的能力,影响其运用功能;曲折管材断面形状的畸变,一方面或许引起横断面积减小,然后增大流体活动的阻力,另一方面也影响管件在结构中的功用作用,管材内壁起皱不但会削弱管子强度,并且简单形成活动介质速度不均,发作涡流和曲折部位积累污垢,影响弯制管件的正常运用;回弹现象使管材的曲折视点大于预订视点,然后下降曲折工艺精度。因而,应在弯制之前采取对应办法避免上述缺点的发作,以取得抱负的管件,产品的各项功能指标和外观质量。
当大棚弯管机中的电机起动的时分,会发作巨细的起动电流,这部分电流往往会对电网形成晦气影响。所以像这类容量大的电机,一般都不答应带载起动,软发动关于就大棚弯管机来说才是较适当的。所谓的软发动,其实就是降压起动,压力下降之后,起动电流也会随之减小。而较常用的降压起动方法有星—角起动、定子串电阻起动和自耦变压器起动,将其替代原有的起动方法,在大棚弯管机正常作业的情况下,维护电网不受危害。
大棚弯管机应连接洁净,格外应详尽夹紧块、滑块等滑动槽内不应有异物。在洗濯和查验时有断开电源;模具调停:模具安顿,要求模具与夹紧块对中心,夹紧块可用螺栓调节,助推块与模具对中心,助推块可调;芯头与模具对中心,松开芯头架螺栓,调刚好中心后紧固螺栓。
操作大棚弯管机应该依据需弯管直径的巨细,替换相应的磨具芯棒和夹头换磨具芯棒和夹头时多人协同完成,装置到位,装置准确无误。操作人员了解设备的结构、功能、运用方法和留意事项,需仔细阅读设备说明书后方可操作,操作前查看设备电路、机箱油位。设备上禁绝有杂物、磨具旋转半径规模内禁绝有人或障碍物。设置所需弯管度数,在未安放所弯管前预先按操作程序空运转1-2个循环,断定设备正常无反常后,将所需弯管装夹好,查看无误后待弯。
大棚弯管机的控制方法与操作:
一、大棚弯管机弯管技能数控大棚弯管机弯管是管材少量量、高频率、的切削消费形式,数控不锈钢弯管机弯管的中心是大棚弯管机弯管零碎。业余的管材套料硬件是完成数控管切机少量量、高频率、切削消费的根底和大前提环境。
二、管材切削工艺因为管材切削(是关于小管径的方管材)时,溶渣摩擦于管内壁,切削发生的大全体热能被作件吸引,切削密度大时,常常会形成管材过热,角落及方管四个角过烧,重大反应黑话品质,以至无奈切削。眼前正在激光管材切削进程中具有的品质成绩如:整机引割点过烧、整机角落过烧、切削面歪斜,以及切削圆形整机时圆变形或者没有能闭合等,间接招致管材的重大糜费和切削消费频率低下。
三、大棚弯管机大长短非金属管材全路程主动激光切削下料关于大长短非金属管材全路程主动激光切削下料的工艺请求,正在机器构造上采纳共同的双驱气动卡周旋转折构(自动轴W、从动轴W1),左侧自动轴W轴气动卡周旋转折构流动没有动,将管材夹持住,经过刀具X、Y、活动对于管材停止切削加工,右侧从动轴W1气动卡周旋转折构能够随任务台沿作件轴向活动,可完成大长短非金属管材全路程主动激光切削下料。
四、业余管材套料技能数控激光管切因为切削频率不错,编程套料愈加简单,假如运用没有当,就会形成管材糜费和切削频率低下。经过业余的管切套料硬件正在电脑上事后停止画图、套料、下料分段编程,生成NC切削顺序,而后停止大长短非金属管材大棚弯管机全路程主动激光切削下料。对于该类成绩可采纳:
(1)激光切削头带高低传感随动零碎可以正在切削的进程中,切削喷嘴与作件表立体的高低维持没有变(焦点没有变),使切削成效没有随作件名义的变迁而受反应;
(2)加长氧气压力的办法(6~8Mpa);
(3)经件进步尖角分解进度。
- 上一篇:大棚弯管机的运行事项和操作说明
- 下一篇:抗震支架成型机安装要用到哪些配件呢?
诚信商家
Product